



池打 孔激光設備")
一、準備工時(shí)(R)
1、準備工時(shí):指作(zuò)業員熟悉圖紙、開(kāi)機、換程式、換刀模具、備料、首檢、移料等時(shí)間(jiān)的總和(hé)。各工序具體(tǐ)的定額如下表:
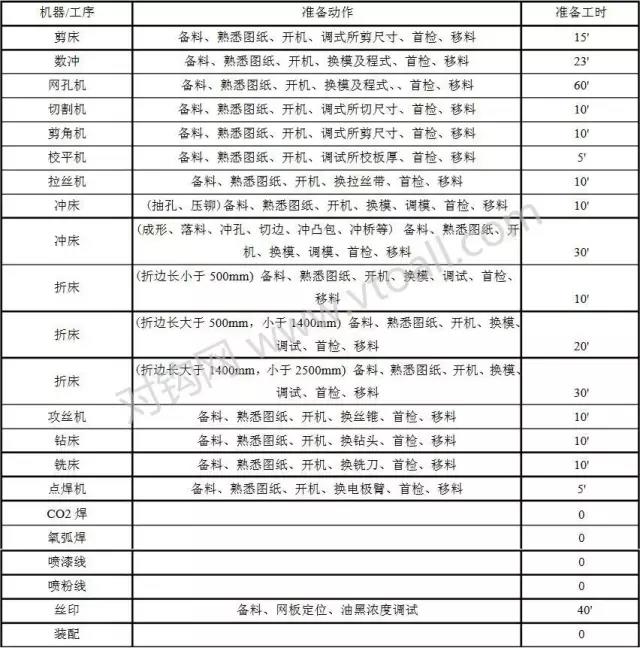
2、在工時(shí)定額時(shí),可(kě)根據實際情況對以上(shàng)的準備工時(shí)作(zuò)以适當的調整。
二、單件工時(shí)(V)
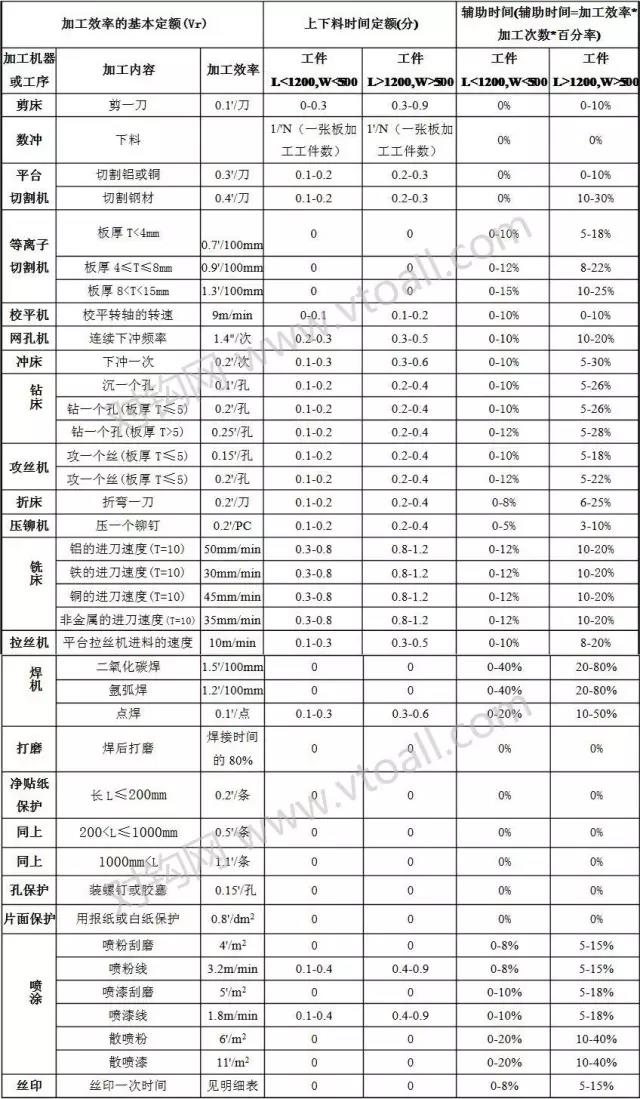
1、單件工時(shí)(V):一位熟練工作(zuò)者以規定的作(zuò)業方法和(hé)工具完成一件合格料品所需的時(shí)間(jiān)。
單件工時(shí)(V)=上(shàng)下料時(shí)間(jiān)(Ts)+機器(qì)/人(rén)加工效率(Vr)*(1+寬放率(Aw))+輔助時(shí)間(jiān)(F)
2、上(shàng)下料時(shí)間(jiān)、機器(qì)/人(rén)加工效率及輔助時(shí)間(jiān)定額彙總表:
3、寬放率标準定額:

4、各工序/機器(qì)單件工時(shí)具體(tǐ)定額
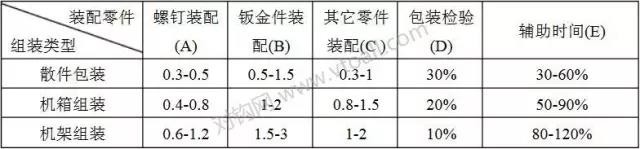
N=剪料刀數(shù) a. V = Ts+[(C+D)/*V+E*H+F*K]*(1+Aw) C=工件外周長 D=工件內(nèi)孔周長(孔徑大(dà)于60mm) E=換刀次數(shù) F=孔數(shù)(孔徑等于或小(xiǎo)于60mm) V=切邊速度0.15′/1000mm H=自動換刀速度0.15'/次 K=沖孔速度(松散孔0.01'/下沖一次,密集孔0.01'/下沖4次,依模具而定) b. 覆膜與去毛刺時(shí)間(jiān) = 數(shù)沖單件工時(shí)(V)*0.4,當數(shù)沖時(shí)間(jiān)超過3'時(shí): 數(shù)沖時(shí)間(jiān)(V): 當3'≤T≤5'時(shí),覆/去時(shí)間(jiān)為(wèi)0.8'~1.2' 當5'≤T≤10'時(shí),覆/去時(shí)間(jiān)為(wèi)1.2'~1.8' 當10'≤T≤20'時(shí),覆/去時(shí)間(jiān)為(wèi)1.8'~2.5' 當20'≤T≤30'時(shí),覆/去時(shí)間(jiān)為(wèi)2.5'~3.5' c. 當加工工件闆材厚度大(dà)于2.0時(shí),其單件工時(shí)須乘以1.2的系數(shù)。 a. 平台切割機:V=Ts+Vr*N*(1+Aw)+F(可(kě)根據材料截面的大(dà)小(xiǎo)對其機器(qì)工效率作(zuò)以适當的調整) N=下切刀數(shù) b. 等離子切割機:V=Vr*L*(1+Aw)+F L=切割縫長 V=Ts+Vr*N*(1+Aw)+F N=下沖次料=孔總數(shù)/一次沖孔數(shù) a. 抽孔、壓鉚:V=Ts+Vr*N*(1+Aw)+F N=壓鉚數(shù)量或抽孔數(shù)量 當N>15時(shí),其單件工時(shí)(V)須乘以0.8系數(shù); b. 成形、落料、沖孔、切邊、沖凸包、沖橋等:V=Ts+Vr*N*(1+Aw)+F N=下沖次數(shù) 剪條料後落料的單件時(shí)間(jiān)須乘以0.6系數(shù); c. 當料件長大(dà)于1200mm,寬大(dà)于500mm時(shí),其機床加工效率應乘以2。 a. 鑽孔:V=Ts+Vr*N*(1+Aw)+F N=孔數(shù)當孔徑D>6時(shí),其加工效率(Vr)需乘以2。 b. 沉孔:V=Ts+Vr*N*(1+Aw)+F N=孔數(shù) c. 當料件長大(dà)于1200mm,寬大(dà)于500mm時(shí),其機床加工效率應乘以2。 V=Ts+Vr*N*(1+Aw)+F N=孔數(shù) 當料件長大(dà)于1200mm,寬大(dà)于500mm時(shí),其機床加工效率應乘以2。 V=Ts+Vr*L*(1+Aw)+F(單面拉絲) V=Ts+Vr*L*(1+Aw)+F(雙面拉絲) L=工件長度 當料件長小(xiǎo)于200mm,寬大(dà)于50mm時(shí),其機床加工效率應乘以0.8系數(shù)。 當料件長大(dà)于1200mm,寬大(dà)于500mm時(shí),其機床加工效率應乘以2。 V=Ts+Vr*N*(1+Aw)+F N=折彎刀數(shù) 當料件長小(xiǎo)于200mm,寬大(dà)于100mm時(shí),其機床加工效率應乘以0.6系數(shù)。 當料件長大(dà)于1200mm,寬大(dà)于500mm時(shí),其機床加工效率應乘以2。 V=Ts+Vr*L*(1+Aw)+F L=走刀路線長度 V=Ts+Vr*L*(1+Aw)+F L=焊縫長度 V=Ts+Vr*N*(1+Aw)+F N=焊點數(shù)量 a.貼紙保護:V=Ts+Vr*N*(1+Aw)+F N=保護貼紙條數(shù) b.孔保護:V=Ts+Vr*N*(1+Aw)+F N=孔數(shù) c.片面保護:V=Ts+Vr*S*(1+Aw)+F S=保護面積(dm2) d.拆保護時(shí)間(jiān)等于保護時(shí)間(jiān)的50%。 a.刮磨:V=Ts+Vr*S*(1+Aw)+F S=噴塗面積(m2) b.噴粉:噴粉線挂鈎距為(wèi)0.3m,設定一條線配置人(rén)數(shù)為(wèi)9人(rén),則有(yǒu)單件工時(shí): V=(1/Vr)*L*2*10*(1+Aw)+F L=工件長(m) a.刮磨:V=Ts+Vr*S*(1+Aw)+F S=噴塗面積(m2) b.噴漆:噴漆線挂鈎距為(wèi)0.3m,設定一條線配置人(rén)數(shù)為(wèi)9人(rén),則噴平光或砂紋單件工時(shí)為(wèi): V=(1/Vr)*L*2*9*(1+Aw)*1.5+F=(1/Vr)*L*27*(1+Aw)+F L=工件長(m) 灑點單件工時(shí)為(wèi): V=(1/Vr)*L*2*9*(1+Aw)*1.5*1.5+F=(1/Vr)*L*40*(1+Aw)+F L=工件長(m) V=Vr*N*(1+Aw)+F N=絲印次數(shù) 以下為(wèi)絲印加工效率(Vr)表:(規格為(wèi)L*W,單位為(wèi)mm) 當絲印次數(shù)大(dà)于2時(shí),其單件工時(shí)(V)需乘以0.8系數(shù)。 裝配加工效率(Vr)基本定額如下: 在上(shàng)表中:包裝檢驗時(shí)間(jiān)(Z)=(A*N1+B*N2+C*N3)*D 輔助時(shí)間(jiān)(F)=(Z+A*N1+B*N2+C*N3)*E N1=螺釘數(shù)量 N2=钣金件數(shù)量 N3=其它零件數(shù)量 單件工時(shí)(V)=(Z+A*N1+B*N2+C*N3)(1+Aw)+F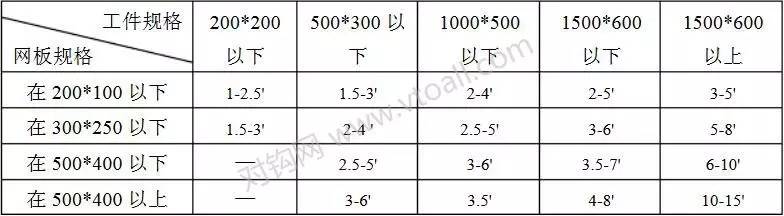
三、相關規定
1、在對照圖紙定額加工工時(shí)時(shí),可(kě)根據加工的難度和(hé)複雜性對其單件工時(shí)作(zuò)以适當的調整。
2、須将産品的總工時(shí)成本控制(zhì)在銷售價的3-7%在內(nèi)。
3、關于工時(shí)統計(jì):
(1)一種料品一次性轉序低(dī)于5件的不給予準備工時(shí)。
(2)連續s加工轉序(即轉序的間(jiān)隔時(shí)間(jiān)在一周以內(nèi))的産品一個(gè)工作(zuò)單隻給一次裝備工時(shí)。